- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
連接材料的方法有利用鉚釘進行機械連接和利用焊接進行冶金連接以及利用超聲波進行物理連接。電阻點焊是利用冶金的方法將金屬材料高效率地經濟地連接起來的一種方法。因此在產業界被廣泛地使用。我們將精密小型工件的電阻焊接稱之為精密電阻點焊。
廣州精源電子設備有限公司源源不斷地開發出各種超小型、可高密度安裝化的新型精密電阻點焊機,取代了以往的錫焊、鉚接等金屬連接工藝。
精密電阻點焊機是最適合用于小型的、性能要求高的電子部品,以及精密機械工業中的小型部品的組裝。
電阻焊接的原理:利用焦耳熱進行焊接
Q=0.24I2Rt=0.24IEt(cal)…①
公式①如下圖所示,工件在上下電極間被加壓,通電,進行電阻焊接。
焊接部的電阻為R(Ω),焊接電流為I(A),通電時間為t(sec)時,根據公式①焊接部發熱。因此焊接部的溫度上升,產生熔融。
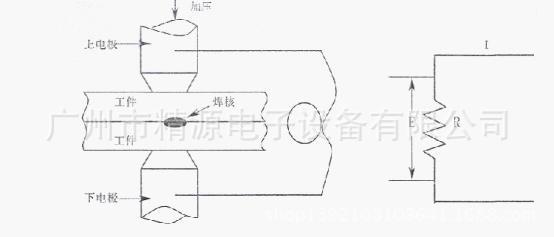
圖1
二、電阻點焊的5大要素
1、電流
2、時間
3、加壓力
4、電流密度(電極先端直徑)
5、電極材料
上述要素與發熱量Q及發熱位置有關系,也就是說點焊時影響焊接效果的因素有:電流I、通電時間t、接觸電阻R、電流密度(電極先端)和電極材料。接觸電阻R隨著加壓力的增大而降低。以上要素被稱為電阻點焊的五大要素。
接觸電阻
工件表面生成的氧化薄層引起的電阻(表皮電阻)和由于電流的流通截面引起的電阻(集中電阻)。
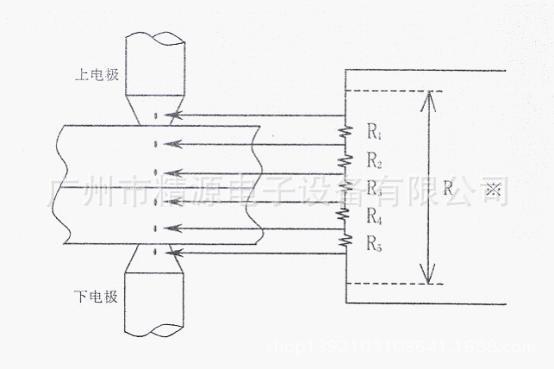
圖2
上圖中,R2,R4……材料自身的電阻;R3……上下工件之間的電阻;R1,R5,……電極與工件之間的電阻。接觸電阻是指R1、R3、R5。
三、電極的作用
1.導通大電流。
2.施加壓力。
3.提高焊接點的冷卻效果。
4.穩定電流密度。
電極具有以上的作用,這里解釋一下與品質管理有關的電流密度。
電流密度是指單位橫截面中的電流值。如果將電流密度一直保持穩定,就能防止焊接不良。由于要導通大電流(電極作用1),電極頂端會發熱;又由于要加壓會使電極頂端變寬,電流密度變小,因此,隨著焊接次數的增多,焊核會變小(焊接不良)因此在焊接品質管理中電極的管理(進行一定次數的焊接后更換或修磨電極)就變得非常的重要。
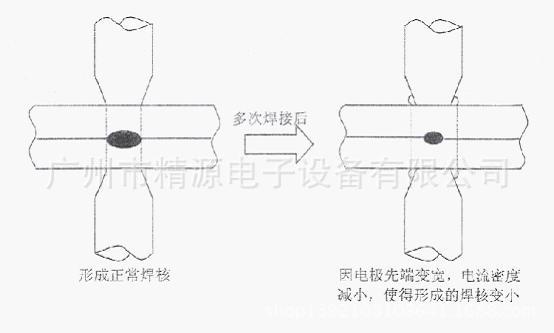
圖3
四、電阻點焊原理歸納
1.電阻點焊方法是一種利用工件自身的電阻、施加在工件上的加壓力和導通的大電流,在工件接觸部產生焦耳熱,進行熔融的金屬連接方法。
2.決定焊接品質的五大要素:
[1].電流值
[2].通電時間
[3].加壓力
[4].電流密度
[5].電極材料
五、焊接規范的選出
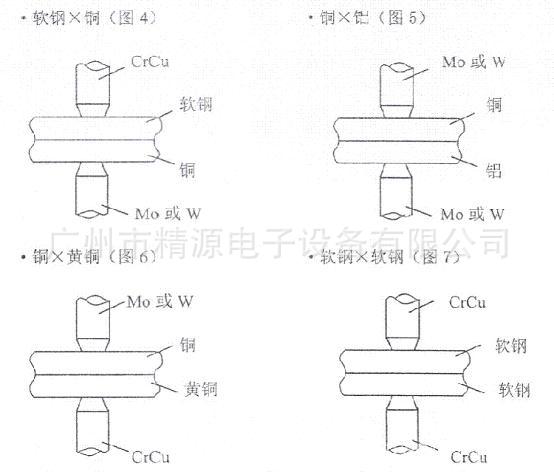
5-1、電極材料的選定
《選定原則》:
①固有電阻大的工件->選用固有電阻小的材料作電極
②固有電阻小的工件->選用固有電阻大的材料作電極
例:
工件材料選用電極材料
軟鋼鉻銅合金(Cr-Cu)
銅鎢、鉬(W、Mo)或鎢銅合金、鉬銅合金
黃銅鉻銅合金(Cr-Cu)
不銹鋼鉻銅合金(Cr-Cu)
銀鎢銅合金(W一Cu)
鋁鎢、鉬(W、Mo)
鎳超質鋁銅、鉻銅合金
5-2、焊接電流,時間,加壓力的選定
電流規范
A規范一短時間大電流(最佳規范)
B規范一中時間中電流(中等規范)
C規范一長時間小電流(普通規范)
焊接電流可以如下方法比較簡單地求得。最初設定較低的焊接電流,如果逐漸增大焊接電流,會發生飛濺。比發生飛濺時的電流值稍低的電流值就是適當的電流。電流值根據焊接機加壓系統的追隨性的不同而不同。焊接機的追隨性愈好,愈容易施加較小的加壓力和大的導通電流,即獲得最佳的焊接效果。
5-3、焊接時間的選定
焊接部位產生的熱量隨著通電時間而增大,但是,電極及焊接部位的散熱量也隨著通電時間而增大,因此焊接部位的溫度在一定時間以后趨于飽和。而溫度飽和以后即使延長通電時間,焊核也不會再增大,而且表面壓痕和熱變形也會增大,對材料產生不良的冶金效果。另外,從作業工時、電力消耗的觀點考慮,長時間焊接也不利。
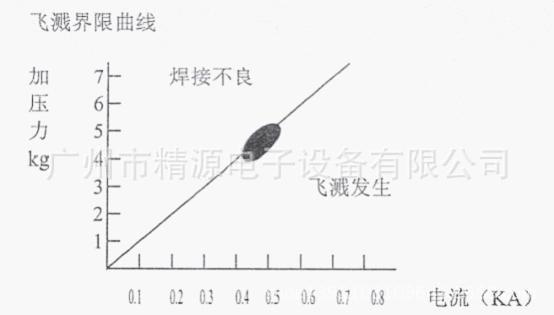
圖8
圖8中最適合的規范為加壓力 5kg ,電流 500A 的區域。欲增加焊接強度,不僅要增大電流同時還要增大加壓力。此時,將電流、加壓力由低慢慢上升,選擇最佳規范。
歡迎有工件需要焊接或遇到焊接工藝方面的問題想一起溝通探討的朋友來我公司做客,我們將竭誠為您服務。
廣州市精源電子設備有限公司
聯系人:黃華
手機:15989175959
微信:315728752
電話:(8620)-82228802
傳真:(8620)-82227112
郵箱:315728752@qq.com
經營地址:廣州市高新技術產業開發區科學城開源大道188號B棟6樓





