- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
變頻電阻焊機控制器,可以設置多種電流波形,電流穩定 www.cn-ln.net
技術特點
中頻(變頻)交直電阻焊機及焊接工藝方法,包含了以往工頻交流電阻焊,中頻次級整流電阻焊,電容儲能電阻焊,低頻電阻焊,直流沖擊波電阻焊的焊接工藝特性。其中交流直流混合輸出的焊接工藝;為選擇電阻焊焊機及制定焊接工藝,以及通過控制正負極性比例來解決極性效應對電阻焊質量的影響;提供了與以往完全不同的一種設備及工藝方法。
背景技術
目前,傳統的電阻焊設備分為:
1工頻交流電阻焊,
2工頻單相次級整流電阻焊,
3工頻三相次級整流電阻焊,
4中頻次級整流電阻焊,
5電容儲能電阻焊,
6低頻電阻焊,
7直流沖擊波電阻焊
傳統的焊接設備是,一種電阻焊設備具有相對應的一種工藝和結構特性。其中任何一種設備不具備其它兩種或兩種以上焊機的特性;當工件結構和材質發生變化時,必須選用不同類型的電阻焊機及焊接方法才能獲得合格的焊接質量,而此種設備能夠在一臺設備上實現多種焊接工藝及方法,拓寬了其應用范圍。
在實際應用中,如多點凸焊,高速點焊,精密焊接,有色金屬焊接都得到廣泛的應用.
通過調整焊接參數得到圖1到圖6的焊接電流-時間波形圖
不同的波形圖對應不同的焊接工藝方法:
l 波形圖1(交直流):適合單多點凸焊
實踐證明在凸焊時(1-30個小凸點)
比以往的焊接方法更容易獲得穩定的焊接質量
(內在質量和外觀質量)
|
|

l 波形圖2(儲能):適合2-15毫秒精密點焊
實踐證明在特殊材料精密焊接時(2-15毫秒)此種方法在保證焊接強度的前提下能有效地減少焊接熱裂紋
|
|

l 波形圖3:適合點焊鋁及鋁合金
|
|

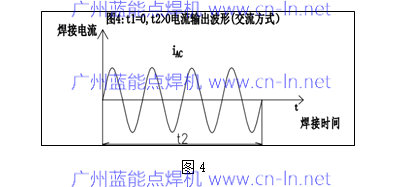
l 波形圖4:適合多層薄板點焊產生分流,由于無極性效應,能保證溶深一致性
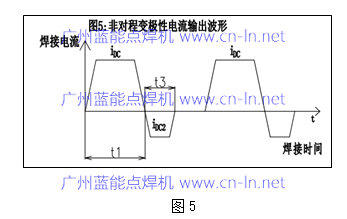
l 波形圖5:適合兩種不同厚度板點焊,通過極性效應,調整熔核的偏移方向;
l 波形圖6:適合高速點焊及高速逢焊
 |
應用實例
1 在多點凸焊電池極組(8點)時利用本方法(替代儲能焊),采用圖1焊接波形設定iDC=30000安培,t1=7毫秒(保證焊牢,飛濺少);t2=10周波iAC=8000安培;頻率f=250HZ (保證壓平,雙向增大溶深) 。
2 在壓縮機接線柱焊接時和散熱器搭界焊替代三相次級整流焊機和中頻焊機,能有效減少能耗,降低焊機故障率,減少極性效應對熔深的影響,是最佳的焊接方法;
3 利用其脈寬頻率可調特性(100-150HZ)及恒壓方式;在薄板點焊工藝中能減少焊點之間分流對焊接質量的影響,并能降低焊接飛濺,提高生產效率是理想的焊接方法之一(與純直流焊相比)。
結論
中頻(變頻)交直流電阻焊機的最大優勢是:
1該方法能用一種焊接控制器和焊接變壓器實現傳統多種電阻焊機的焊接特性;
2制造出以往電阻焊接設備從沒有的兩種焊接波形(圖1,圖5)為一些材料工件的焊接,提供了與以往設備不同的工藝方法,
3焊接變壓器無整流二極管,冷卻水路簡單,降低了能耗,減少了故障率。
相對于普通的工頻控制器,交流變頻控制器有著如下的優點:
1. 三相交流電源輸入,用電平衡;功率因數高;
2.對相同的焊接工件,焊接時間縮短,省電;焊接穩定區加大;電極壽命增長;
3.鋁、鍍鋅板、高張力鋼、不銹鋼、鎂合金、碳鋼、鈦各種材質均可焊接,焊接結果良好;
4.尤其適合于三層板焊接、非常薄的材料的焊接以及精密焊接的要求;
5.少飛濺;
6.對電流的快速響應控制提高了焊點的質量。
中頻(變頻)交直流電阻焊機主要技術參數:
1.變頻輸出電源頻率:25.0Hz ~400.0Hz可編程;
2.可編程最多64套焊接規范;
3.三段加熱過程:預熱、焊接、回火;其中焊接段中可以自己定義遞增和遞減段;
4.可編程壓力控制,最多可定義10個壓力段;
5.可編程輸出I/O口:可編程3段輸出,更好地與PLC、機器人等適配;
6.焊點計數功能。
中頻(變頻)交直流電阻焊機技術參數
1.輸入電壓:三相380V,50HZ/60HZ,電源波動+10%,-20%;
2. 輸出電壓:單相PWM 輸出 500V;
3. 輸出電流:最大峰值電流800A;
4.冷卻水:流量 18L/MIN,溫度≤30℃;
5.工作環境溫度:0~50℃;
6.氣閥規格:DC24V。
中頻(變頻)交直流電阻焊機基本原理
與傳統的電阻焊機相同點:都由加壓機構,氣路水路,變壓器,機殼,焊接電極,焊接控制器組成;
不同之處有二: 脈寬可調 焊接變壓器; 脈寬可調焊接控制器
1:脈寬可調 焊接變壓器; 根據公式V=4.44fNBS
推導出公式: 焊接頻率f=V/4.44NBS
變壓器制造完成后, 變壓器鐵芯磁感應強度B 變壓器鐵芯截面積S一定時;調整控制器輸出電壓V,變壓器匝數N可改變變壓器頻率f大小 ;
即脈寬t=500/f(脈寬范圍t=0.5-500毫秒);
2:脈寬可調焊接控制器是將三相電源,通過限流裝置以及整流二極管整流、儲能濾波電容器,將交流電變為直流電;再將直流電輸入由IGBT組成的H橋回路中,在主控制電路的控制下從U.V端輸出給焊接變壓器一次側脈寬可調電壓;在二次側感應出焊接電壓電流。

|
型號 |
LNFM-400A |
LNFM-800A |
LNFM-1200A |
LNFM-2400A |
|
輸入電壓 |
380V |
380V |
380V |
380V |
|
輸出電壓 |
單相PWM 輸出500V |
單相PWM 輸出500V |
單相PWM 輸出500V |
單相PWM 輸出500V |
|
輸出電流 |
400A |
800A |
1200A |
2400A |
|
焊接電流可達 |
20000A |
30000A |
40000A |
80000A |
|
逆變頻率KHZ |
25.0Hz ~400.0Hz可編程 |
25.0Hz ~400.0Hz可編程 |
25.0Hz ~400.0Hz可編程 |
25.0Hz ~400.0Hz可編程 |
|
三段加熱過程 |
預熱、焊接、回火 |
預熱、焊接、回火 |
預熱、焊接、回火 |
預熱、焊接、回火 |
|
焊接規范數 |
64組 |
64組 |
64組 |
64組 |
|
控制方式 |
定電流、電壓 |
定電流、電壓 |
定電流、電壓 |
定電流、電壓 |
|
電流、電壓、功率監控 |
有 |
有 |
有 |
有 |
|
焊點計數功能 |
有 |
有 |
有 |
有 |
|
冷卻水 |
流量18L/MIN,溫度≤30℃ |
流量18L/MIN,溫度≤30℃ |
流量18L/MIN,溫度≤30℃ |
流量 18L/MIN,溫度≤30℃ |