- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
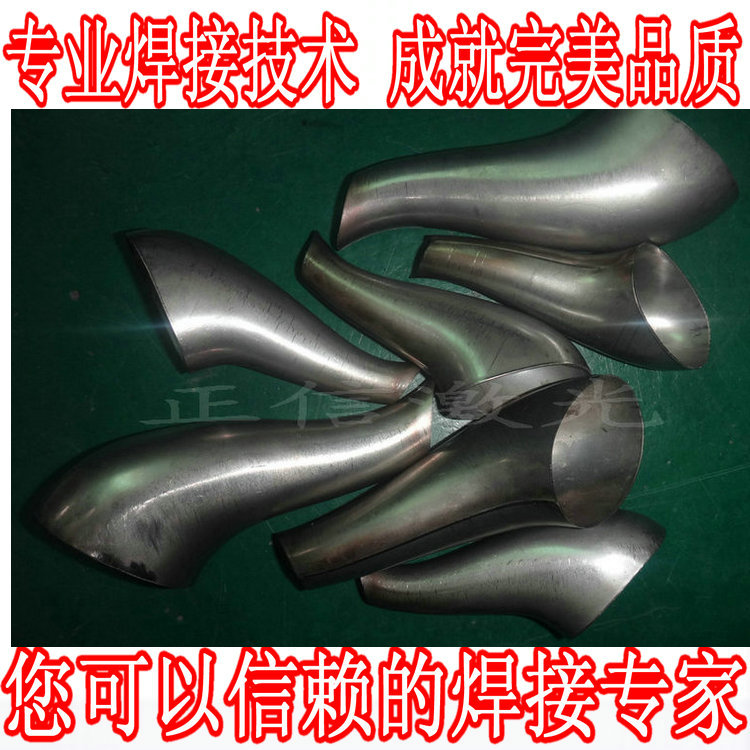
不銹鋼采用激光焊的優點:
與傳統焊接相比,小功率脈沖激光縫焊具有功率密度高、能量集中、熱輸入小、焊縫窄和變形小等優點,而且激光束聚焦后可獲得很小的光斑,能精密定位,這些特點使得激光縫焊比其他焊接方法更適合于小尺寸工件的焊接。對于超薄不銹鋼材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一條連續的、無燒穿的焊縫。關鍵是對參數的精確控制。
影響到激光焊接質量的主要參數有焊接電流、脈沖寬度、脈沖頻率等,其影響效果主要如下:
(1)隨著電流的增大,焊縫的寬度增大,焊接過程逐漸出現飛濺,焊縫表面出現氧化現象,并有粗糙感。
(2)隨脈沖寬度的增大,焊縫的寬度也在增大。脈寬的變化對不銹鋼超薄板激光焊接的效果影響非常顯著。脈沖寬度的微小增大,都可能導致試樣被氧化和燒穿。
(3)隨脈沖頻率的增加,焊點重疊率增大,焊縫寬度先增大.后基本保持不變。在顯微鏡下觀察,焊縫越來越光滑美觀。但脈沖頻率增加到一定值時,焊接過程飛濺嚴重,焊縫變得粗糙,并且焊接件的上下表面都出現氧化現象。
(4)超薄板材料的激光焊接適宜采用正離焦,在相同離焦量的情況下,正離焦激光焊得到的焊縫表面比負離焦時要光滑美觀。
技術參數:
|
激光類型 |
YAG脈沖 |
|
激光波長 |
1064nm |
|
激光功率 |
500W |
|
脈沖頻率 |
1-100Hz 1-300Hz 1-500hz(連續可調) |
|
脈沖寬度 |
0.1-20ms(連續可調) |
|
聚焦光斑直徑 |
0.2-2.0mm |
|
聚焦鏡焦距 |
80mm/100mm/120mm/200mm可選 |
|
最大單脈沖能量 |
125J |
|
觀察系統 |
CCD視覺影像 |
|
電力需求 |
380V±10%/50HZ |
|
額定功率 |
≤16KW |
|
保護氣體 |
氬氣 |
|
冷卻系統 |
內循環水冷卻,制冷機組內循環介質去離子水,蒸餾水或凈水 |
|
連續工作時間 |
≥24H |
|
工作臺行程 |
300mm x 200mm (非標另行定制) |
|
整機重量 |
350KG |
|
使用環境潔凈無塵,無震源,10℃-30℃,濕度5%-85% |
|