- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
¥½╝Ë╣ñÞF╗¨À█─®Ê▒¢┴Ò╝■Á─îúË├öÁ┐ÏcbnÁÂã¼
À█─®Ê▒¢Í¸Ê¬╩Ã▀mË├Ë┌ã¹▄çððÿIíóÐbéõÍãÈýÿIíó¢î┘ððÿIíó║¢┐ı║¢╠ýíó▄è╩┬╣ñÿIíóâxã¸âx▒Ýíó╬Õ¢╣ñ¥▀íóÙèÎË╝ÊÙèÁ╚¯IË‗Á─┴Ò┼õ╝■╔·«a║═Ðð¥┐ú¼¤ÓÛPÈ¡┴¤íó¦o┴¤╔·«aú¼©¸¯ÉÀ█─®ÍãéõÈOéõí󃲢YÈOéõÍãÈýíú«aãÀ░³└¿¦S│ðíó²X¦åíóË▓┘|║¤¢ÁÂ¥▀íó─ú¥▀íó─ª▓┴ÍããÀÁ╚Á╚íú▄è╣ñã¾ÿIÍðú¼ÍÏð═Á─╬õã¸Ðbéõ╚þ┤®╝ÎÅùú¼¶~└ÎÁ╚ú¼´wÖC╠╣┐╦Á╚äx▄ç©▒¥¨ðÞ▓╔Ë├À█─®Ê▒¢╝╝ðg╔·«aíúÀ█─®Ê▒¢ã¹▄ç┴Ò╝■¢³─ÛüÝÊÐ│╔×Ú×ÚÍðç°À█─®Ê▒¢ððÿIί┤¾Á─╩ðê÷ú¼╝s50%Á─ã¹▄ç┴Ò▓┐╝■×ÚÀ█─®Ê▒¢┴Ò▓┐╝■íú
ú¿1ú®æ¬Ë├ú║ú¿ã¹▄çíó─ª═ð▄çíó╝Å┐ùÖCðÁíó╣ñÿI┐p╝xÖCíóÙèäË╣ñ¥▀íó╬Õ¢╣ñ¥▀íúÙèã¸.╣ñ│╠ÖCðÁÁ╚ú®©¸ÀNÀ█─®Ê▒¢ú¿ÞFÒ~╗¨ú®┴Ò╝■íú
ú¿2ú®ÀͯÉú║À█─®Ê▒¢ÂÓ┐Î▓─┴¤íóÀ█─®Ê▒¢£p─ª▓─┴¤íóÀ█─®Ê▒¢─ª▓┴▓─┴¤íóÀ█─®Ê▒¢¢Yÿï┴Ò╝■íóÀ█─®Ê▒¢╣ñ─ú¥▀▓─┴¤íó║═À█─®Ê▒¢Ùè┤┼▓─┴¤║═À█─®Ê▒¢©▀£Ï▓─┴¤Á╚íú
╝Ë╣ñÞF╗¨À█─®Ê▓¢³┴Ò╝■BN-S50┼ã╠ûCBNÁÂ¥▀Ãð¤¸Èç‗×
┴óÀ¢Á¬╗»┼ú¿CBNú®ÁÂ¥▀▓─┴¤╩ÃË├┴¨À¢Á¬╗»┼ú¿░Î╩»─½ú®×ÚÈ¡┴¤ú¼¢ø©▀£Ï©▀ë║ƒ²¢Y°│╔Á─ƒoÖC│¼Ë▓▓─┴¤íúÍãÈýÀ¢À¿×Úú║┐╔Î÷│╔ı¹¾wÁ─êAͨð╬ƒ²ëKú¼╗‗È┌╠╝╗»µuË▓┘|║¤¢╗¨¾w╔¤ƒ²¢Y│╔0.5mm║±Á─Å═║¤ÁÂã¼íú┴óÀ¢Á¬╗»┼ÁÂ¥▀┐╔Ë├¢äé╩»─Ѧå─Ñ│÷ð┬Á─ÄÎ║╬¢ÃÂ╚íúË╔Ë┌┴óÀ¢Á¬╗»┼Ëð║▄©▀Á─Ë▓Â╚║═─═─ÑðÈíó║▄©▀Á─ƒßÀÇ¿ðÈíóâ×┴╝Á─╗»îWÀÇ¿ðÈú¼▀m║¤Ë┌Ùy╝Ë╣ñ▓─┴¤Á─Ãð¤¸╝Ë╣ñú¼Ë╚ãõ╩ÃÀ█─®©▀£Ï║¤¢, , Á─©▀╦┘Ãð¤¸╝Ë╣ñíú
Ãð¤¸Ë├┴┐ú║v=90~110m/minú¼ap=0.5mmú¼f=0.1mm/ríúÈ┌Ãð¤¸Ë├┴┐×Úv=105m/miníóap=0.5mmíóf=0.1mm/ròrú¼Ë╔Ë┌▓─┴¤ÍðËðË▓┘|³cÁ─┤µÈ┌ú¼╩▄Á¢ø_ô¶┴ªú¼«a╔·┴╦╔È╬ó▒└╚ðÁ─¼F¤¾íúÃðð╝ÚL°▒íú¼ÎÈäËöÓð╝á¯æB▓╗║├ú¼î┘Ë┌ÎÈ¥Ý÷öÓð╝ú¼ÁÂ¥▀╝ÔÂ╦╝tƒßú¼▒Ý├µÐ§╗»░l║┌íú
°▓╔Ë├Ãð¤¸àóöÁ×Úv=90m/miníóap=0.5mmíóf=0.1mm/rú¼▓ó╩╣Ë├Ãð¤¸Ê║òrú¼Ãðð╝│╩░Á╝t╔½Á─í░░Ù╚█æBí▒ú¼ÐÏ©▒ÁÂ╚ðÀ¢¤‗┴¸│÷ú¼Ã𤸣ÏÂ╚║▄©▀íúÈ┌©▀£Ï©▀ë║θË├¤┬Èý│╔ı│¢Y─Ñôpú╗┴Ò╝■▒Ý├µÂ╦╠°äËÍÁÈ┌0.02mmξËÊíú┼cË▓┘|║¤¢¤Ó▒╚ú¼CBNÁÂã¼▄礸À█─®©▀£Ï║¤¢Á─ÁÂ¥▀Á─║¾ÁÂ├µ─Ñôp┴┐VBʬðíÁ├ÂÓú¼Â°ÃÊCBNÁÂã¼Á─╝Ë╣ñ¥½Â╚┐╔ÊÈÁ├Á¢▒úÎCíúÈ┌┘|┴┐¤Ó▓¯▓╗┤¾Á─ÃÚør¤┬ú¼CBNÁ─ÁÂ¥▀ë█├³├¸´@ʬ©▀Ë┌═┐îËË▓┘|║¤¢íú
Á½╩ÃÈ┌©▀£Ï©▀ë║¤┬À█─®©▀£Ï║¤¢┼cCBN ÁÂã¼▒Ý├µò■░l╔·ËH║¤Î¸Ë├ú¼Ê‗°░l╔·¦^├¸´@Á─ı│¢Yú¼Èý│╔ı│¢Y─Ñôpú¼Ê‗┤╦ʬ═¿▀^╩╣Ë├©▀ë║Ãð¤¸Ê║║═£p╔┘Ãð¤¸┐╣┴ªÁ─ÌkÀ¿£p╔┘─ÑôpíúÊ‗┤╦╝Ë└õàsÊ║╩Ã▀M▓¢CBNÁÂ¥▀ë█├³Á─┤Ù╩®Í«Ê╗íú
¥½╝Ë╣ñË├ÁÂã¼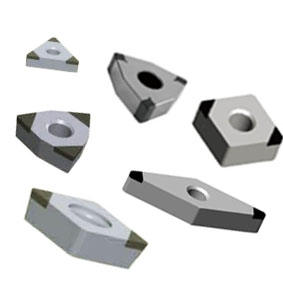

┤Í╝Ë╣ñË├ÁÂã¼ú║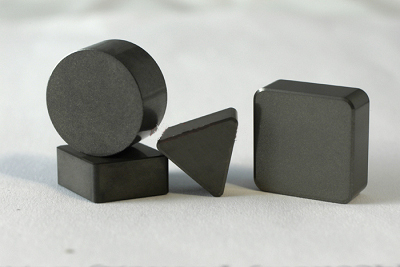

üÝÙèÎ╔Èâ18239972783 ┐╔©¨ô■¥▀¾w╝Ë╣ñ╣ñ╦ç×Ú╬ÊéâÈOËïίâ×ÁÂ¥▀À¢░© ░³═╦░³ôQ ╚½│╠╝╝ðgÀ■äı ┐ý▀f░l╦═ À¢▒Ò┐ý¢¦

 íííí
íííí


