- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
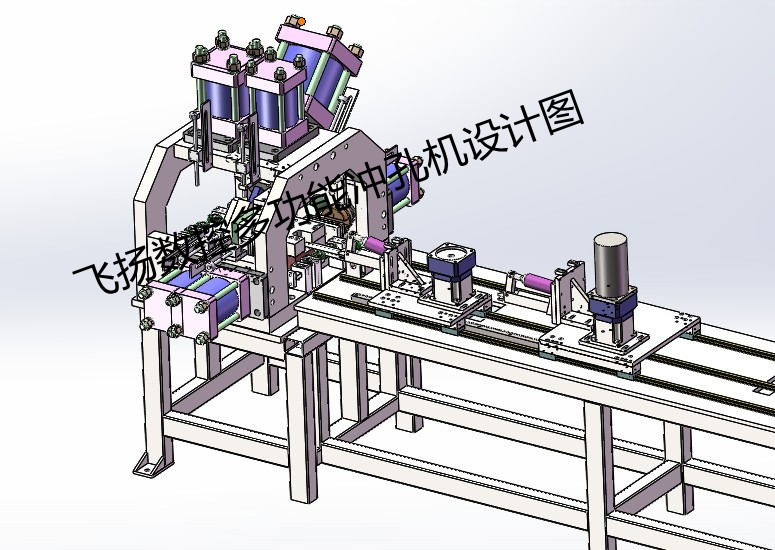
飛揚數(shù)控全自動多功能沖孔機
數(shù)控沖孔機在工作前應作空運轉(zhuǎn)2-3分鐘,檢查腳閘等控制裝置的靈活性,確認正常后方可使用,不得帶病運轉(zhuǎn)。模具時要緊牢固,上、下模對正,保證位置正確,用手搬轉(zhuǎn)機床試沖(空車),確保在模具處于良好情況下工作。開車前要注意潤滑,取下床面上的一切浮放物品。沖床取動時或運轉(zhuǎn)沖制中,操作者站立要恰當,手和頭部應與沖床保持一定的距離,并時刻注意沖頭動作,嚴禁與他人閑談。上班時候一定要認真操作,嚴格要求自己,下班后要做好機床的保養(yǎng)工作,使數(shù)控沖孔機的使用壽命更加長遠。
相關搜索:沖孔機,全自動沖孔機,全自動多功能沖孔機,管材沖孔機,板材沖孔機,不銹鋼沖孔機,角鐵法蘭沖孔機
全自動多功能沖孔機根據(jù)設計思路,本次設計主要要完成的工作為:
1、系統(tǒng)總體方案的設計;
2、電動機的選擇;
3、偏心輪機構(gòu)的設計;
4、不完全齒輪機構(gòu)的設計;
5、錐齒輪的設計;
6、軸與零部件的設計;
7、模具的設計;
本次設計的主要工作是在認真分析目前已經(jīng)得到廣泛運用的幾種沖孔機的優(yōu)缺點之后,結(jié)合我國目前的保險管帽孔的生產(chǎn)狀況,設計出了一臺比較先進的全自動沖孔機。要求設計的為保險管帽上沖孔的全自動沖孔機,結(jié)構(gòu)簡單,該機要求能在外徑為3.59mm,壁厚為0.2mm 的保險管帽上自動沖出直徑0.8mm的小孔,孔對零件中心的偏差不能超過±0.01mm,且每秒沖3件。
全自動角鐵法蘭沖孔機使用注意事項
針對設計的要求,決定該沖孔機的設計思路為:采用振動料斗自動送料的機構(gòu),從料斗出來的加工零件進入分度盤,而分度盤由不完全齒輪帶動,分度盤的的旋轉(zhuǎn)使加工零件準確的進入凹模部位等待加工;送料的同時由電動機帶動偏心輪軸旋轉(zhuǎn),偏心輪帶動滾動軸承及上模座運動,而上模座的運動使使凸模的沖頭完成沖孔任務,偏心輪軸的另外一端裝錐齒輪,錐齒輪之間的傳動帶動不完全齒輪軸運動,不完全齒輪帶動分度盤運動,如此循環(huán)。
飛揚數(shù)控多功能全自動沖孔機,擁有國內(nèi)外最先進的沖孔機加工技術,保證一次成型
沖孔效果優(yōu)光滑,圓潤無毛茬。飛揚萬能沖孔機具有高速成孔、性能穩(wěn)定、安全性系數(shù)高是普通沖孔設備3-5倍。一般型材厚度為2mm以下,也可定制沖壓大于2mm-8mm厚度的型材。可以對圓管、方管、角鐵、角鋼、槽鋼、槽鋁、門花、不銹鋼、鋅版護欄等型材沖壓圓孔、方孔、菱形孔、梅花孔等各種形狀的孔型、、、、、、
飛揚數(shù)控機械經(jīng)多年實踐經(jīng)驗現(xiàn)研發(fā)了一種全自動多功能沖孔設備,擺脫了以往單一的沖孔模式,把各種型材如管材、角鐵、角鋼、槽鋼槽鋁一機沖孔,從真正意義上實現(xiàn)了一機多用的新型模式!
飛揚全自動液壓沖孔機主要有:12兆帕液壓泵站、1.5kw的伺服電機、沖孔工裝、模具等幾大部分組成,主要參數(shù):1、主機功率7.5kw 2、外形尺寸:6000*1000*1100mm 3、沖孔速度20米/分約20-30孔/分4、沖孔精確度:0.15mm 5、最大工件沖孔長度為6米 6:送料方式:采用液壓/氣動夾緊工件自動進料后,按孔距自動向外送料,送料方式采用西門子plc控制精度伺服電機自動控制送料。
| 全自動液壓數(shù)控管材沖孔機操作流程說明 | |
| 第1步: | 人工將型材通過導向裝置放入到?jīng)_孔工裝內(nèi)(達到機械手基準面位置)。 |
| 第2步: | 機械手夾持工具將型材夾緊。 |
| 第3步:。 | 伺服送料系統(tǒng)將型材輸送到另一端程序設定位置 |
| 第4步: | 沖孔工裝在液壓泵站提供壓力的狀態(tài)下按照程序設定的位置逐次沖孔直至完成整個沖孔工作。 |
| 第5步:。 | 機械手松開夾持工裝 |
| 第6步: | 操作員將加工完的型材取出沖孔工裝。 |
設備保養(yǎng):要與正常使用聯(lián)系在一起。比如行程、壓力都要設定的合理高效。液壓機最主要的就是油的問題。油溫:不能過高與過低,超工作范圍要有冷卻或者加溫。清潔:定期清理過濾器。油中有雜質(zhì)容易損壞密封件和動作失靈,甚至主缸會有劃痕。
保持設備周圍環(huán)境的清潔,減少灰塵對設備的傷害.按規(guī)定時間換油,并定期檢查油質(zhì),檢查各接頭處是否漏油.地基要好,不得震動.
1,不能缺油
2,工作時間較長的話,2個月?lián)Q濾芯,不長就半年,液壓油看工作時間,半年或一年換一次。
3,有漏油的地方及時處理。
網(wǎng)址:www.npfysk.com
電話:13191995068
飛揚數(shù)控角鐵法蘭沖孔機
數(shù)控沖孔機在工作前應作空運轉(zhuǎn)2-3分鐘,檢查腳閘等控制裝置的靈活性,確認正常后方可使用,不得帶病運轉(zhuǎn)。模具時要緊牢固,上、下模對正,保證位置正確,用手搬轉(zhuǎn)機床試沖(空車),確保在模具處于良好情況下工作。開車前要注意潤滑,取下床面上的一切浮放物品。沖床取動時或運轉(zhuǎn)沖制中,操作者站立要恰當,手和頭部應與沖床保持一定的距離,并時刻注意沖頭動作,嚴禁與他人閑談。上班時候一定要認真操作,嚴格要求自己,下班后要做好機床的保養(yǎng)工作,使數(shù)控沖孔機的使用壽命更加長遠。
全自動多功能沖孔機根據(jù)設計思路,本次設計主要要完成的工作為:
1、系統(tǒng)總體方案的設計;
2、電動機的選擇;
3、偏心輪機構(gòu)的設計;
4、不完全齒輪機構(gòu)的設計;
5、錐齒輪的設計;
6、軸與零部件的設計;
7、模具的設計;
本次設計的主要工作是在認真分析目前已經(jīng)得到廣泛運用的幾種沖孔機的優(yōu)缺點之后,結(jié)合我國目前的保險管帽孔的生產(chǎn)狀況,設計出了一臺比較先進的全自動沖孔機。要求設計的為保險管帽上沖孔的全自動沖孔機,結(jié)構(gòu)簡單,該機要求能在外徑為3.59mm,壁厚為0.2mm 的保險管帽上自動沖出直徑0.8mm的小孔,孔對零件中心的偏差不能超過±0.01mm,且每秒沖3件。
全自動角鐵法蘭沖孔機使用注意事項
針對設計的要求,決定該沖孔機的設計思路為:采用振動料斗自動送料的機構(gòu),從料斗出來的加工零件進入分度盤,而分度盤由不完全齒輪帶動,分度盤的的旋轉(zhuǎn)使加工零件準確的進入凹模部位等待加工;送料的同時由電動機帶動偏心輪軸旋轉(zhuǎn),偏心輪帶動滾動軸承及上模座運動,而上模座的運動使使凸模的沖頭完成沖孔任務,偏心輪軸的另外一端裝錐齒輪,錐齒輪之間的傳動帶動不完全齒輪軸運動,不完全齒輪帶動分度盤運動,如此循環(huán)。


品")

網(wǎng)站")

