- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

Schütte 公司為客戶提供豐富的機床產(chǎn)品,進行車削、銑削、鉆孔和磨削等加工。 這其中包括自主研發(fā)的產(chǎn)品 - 多主軸自動車床和 5 軸 CNC 磨床,以及外國機床生產(chǎn)商的貿(mào)易項目。 操作范圍擴展至加工中心和坐標鏜床的高精度鉆削和銑削,以及內(nèi)外圓磨削。 高精度尺寸測量機的加入是產(chǎn)品線更加完整。Schütte 提供豐富的多主軸自動車床產(chǎn)品。 多主軸自動車床是高效生產(chǎn)工具,制造工件所需的加工步驟和加工過程可以同時展開。 此時有多根主軸有節(jié)奏地接入不同的工作站,從而一步一步制作出工件。 所有工作站都是同時工作的,而且可以同時加工多個工件。 根據(jù)主軸的數(shù)量和應用類型,一臺多主軸自動車床的生產(chǎn)率大約是單主軸自動車床的 5-7 倍。先進的多主軸自動車床使用范圍廣泛,遠不止車削和鉆孔等加工過程。 不同的機床系列為大批量制造符合各種要求的工件奠定了基礎(chǔ)。 從經(jīng)典的凸輪控制自動車床到靈活度高的 CNC 車床,Schütte 提供了品種豐富的多主軸自動車床,用于各種車床工藝和加工工藝。這些產(chǎn)品滿足了來自汽車業(yè)和配件制造業(yè)的制造要求,如通用機械制造和液壓、氣動、電器部件生產(chǎn)。

我們現(xiàn)在提供的多主軸自動車床包括:
G 系列 – 緊湊高速
Schütte 最小的 G 系列多主軸自動車床是高效、高速的凸輪式自動車床,加工棒料直徑可達 20 mm 。 G 系列車床有 6 主軸或 8 主軸,但也經(jīng)常作為雙 3 主軸或雙 4 主軸使用。 簡易工件在生產(chǎn)過程中少于 1 秒即可完成。

G 系列具有遠遠超出經(jīng)典的凸輪式自動車床的加工可能性。 通過附加功能如 CNC 十字刀架、CNC 副主軸或關(guān)停主軸,可以制造高精度的復雜車削件。
主要應用領(lǐng)域:
簡易、可快速加工的工件。必要時也可使用 2x3 或 2x4 主軸
中等復雜度的零件,如帶橫孔或有附加要求的背面加工
具有精確車削公差的工件,可使用 CNC 十字刀架或電動橫刀架微調(diào)裝置

特征:
通過三段式端面齒,對主軸鼓進行高精度定位
主軸帶有永久潤滑的最佳主軸軸承,轉(zhuǎn)速可達 10000 rpm
最短的非生產(chǎn)時間
恒溫的抗扭轉(zhuǎn)礦物鑄型機座
無級可調(diào)的刀架行程
內(nèi)藏式橫刀架止擋
所有縱刀架凸輪和橫刀架凸輪都便于維修、可快速更換
通過可預設(shè)的 Schütte SWS 400 快速換刀系統(tǒng)為車削刀具進行快速更換,鉆孔刀具帶有 HSK 快速更換接口

裝備和選裝件:
CNC 十字刀架可在 4 種情況下適用,例如輪廓加工、攻絲和微小車削公差加工
通過處于切斷位置的 CNC 副主軸和 CNC 附加橫向刀架,在工件背面以十字刀架功能進行 CNC 加工,
用于微小車削公差的電動橫刀架微調(diào)裝置,可通過機床控制系統(tǒng)輸入尺寸校正值
主軸關(guān)停和定位裝置,在選定的位置處停止主軸
用于所有位置下縱切刀具的獨立式刀具驅(qū)動裝置,例如用于選定任意轉(zhuǎn)數(shù)和副主軸處關(guān)停,或用于攻絲
提供各類附加裝置,例如用于達 100 bar 內(nèi)冷的鉆孔加工,多邊加工、螺紋加工和型材制造
G 系列 – 技術(shù)參數(shù)

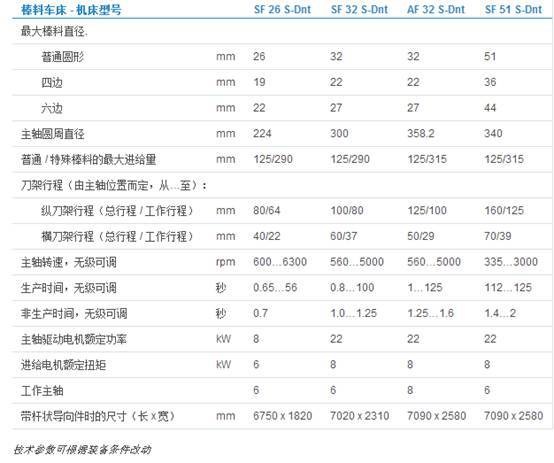
F 系列 – 可靠而經(jīng)典
F 系列包括直徑范圍 26 至 51 mm 的經(jīng)典 6 主軸和 8 主軸凸輪控制自動車床。

這一系列的車床久經(jīng)驗證,多年來在諸多用途中都成功使用,具有眾多的附加裝置,可以通過 CNC 十字刀架在單個位置進行輪廓加工。
主要應用領(lǐng)域:
經(jīng)濟性地生產(chǎn)車削和鉆孔比重較高的工件
量產(chǎn)或大規(guī)模生產(chǎn)精密車削件
具有精確車削公差的工件,可使用 CNC 十字刀架或電動橫刀架微調(diào)裝置

特征:
通過三段式端面齒,對主軸鼓進行高精度定位
優(yōu)化后的永久潤滑主軸軸承
恒溫的抗扭轉(zhuǎn)礦物鑄型機座
無級可調(diào)的刀架行程
內(nèi)藏式橫刀架止擋
通過可預設(shè)的 Schütte SWS 400 快速換刀系統(tǒng)為車削刀具進行快速更換,鉆孔刀具帶有 HSK 快速更換接口
裝備和選裝件:
用于輪廓加工和極小車削公差的 CNC 十字刀架
用于微小車削公差的電動橫刀架微調(diào)裝置,可通過機床控制系統(tǒng)輸入尺寸校正值
主軸關(guān)停和定位裝置,在選定的位置處停止主軸
用于銑削和多邊形加工的大量附加裝置,以及螺紋和型材加工。
F 系列 – 技術(shù)參數(shù)
PC 系列 – 靈活而強勁
Schütte 通過 PC 提供靈活而強勁的 CNC 自動裝置,其工作空間的結(jié)構(gòu)繼承了 F 系列的經(jīng)典設(shè)計。 6 主軸和 8 主軸 CNC 機床覆蓋 51 mm 的直徑范圍,提供極為廣泛的加工范圍,并通過 NC 技術(shù)實現(xiàn)零件族內(nèi)的簡易改裝。

PC 系列將凸輪式車床眾所周知的強勁功率和現(xiàn)代化 CNC 技術(shù)的靈活性與精確性相結(jié)合。 PC 系列在許多情況下可對復雜的工件幾何結(jié)構(gòu)進行完整加工。 自主開發(fā)的 SICS 操作和編程界面保證了操作的簡便性。
PC 系列的主要應用領(lǐng)域:
復雜而精確的高精度車削件的完整加工
小批量和中等批量的經(jīng)濟性生產(chǎn),尤其對零件族
各種不同技術(shù)要求的工件,例如銑削加工、深孔鉆、橫孔鉆、多邊、螺紋和型材加工

特征:
通過三段式端面齒,對主軸鼓進行高精度定位
由減震型礦物鑄件制成的機座和主軸箱
大牽引力集中式主軸驅(qū)動,帶可選附加轉(zhuǎn)速裝置,用于可變轉(zhuǎn)速、主軸關(guān)停和可調(diào) C 軸驅(qū)動
大功率伺服液壓線性進給傳動裝置,帶直接行程測量系統(tǒng),可用于高精度定位,同時具備出色的動態(tài)性、力密度和過載保護
通過可預設(shè)的 Schütte SWS 400 快速換刀系統(tǒng)為車削刀具進行快速更換,鉆孔刀具帶有 HSK 快速更換接口
在標準情況下用 CNC 十字刀架功能對第二工件面進行加工
具有出色可控性的數(shù)字驅(qū)動技術(shù)確保輪廓完整的車削加工和高質(zhì)量的攻絲和車多邊形
主動式液壓油冷系統(tǒng)通過均勻調(diào)節(jié)車床結(jié)構(gòu)和進給傳動裝置的溫度,使溫度增長降至最低

裝備和選裝件:
所有主軸位置上的橫向和縱向 CNC 十字刀架,可隨時加裝
用于可變驅(qū)動、主軸關(guān)停和可調(diào) C 軸驅(qū)動的全部主軸位置上的附加轉(zhuǎn)速裝置,可隨時加裝
縱切刀具的獨立式刀具驅(qū)動裝置,用于例如副主軸的獨立轉(zhuǎn)速或攻絲
帶有達 100 bar 內(nèi)冷功能的刀具主軸,用于例如深鉆孔作業(yè)
帶 Y 軸功能的銑削裝置,用于銑削和鉆孔作業(yè)
用于鋼材和有色金屬的車多邊形裝置,可在縱向車削和切入磨削中使用
橫鉆孔裝置,角度也可調(diào)節(jié)
PC 系列 – 技術(shù)參數(shù):


SCX 系列 – 新生代
SCX-32 是 Schütte 推出的新一代多主軸自動車床家族中的第一個成員。 SCX 系列首次將“多軸-單軸一體”的構(gòu)想完全變?yōu)楝F(xiàn)實,憑借良好的可改裝性能和簡便的操作性能,將豐富多樣的加工方案融合于一臺高效機床中。

借助它,主軸鼓切換時便不會有電纜擺動,使主軸鼓行程完整,并將滑環(huán)接觸次數(shù)降到最低。 主軸的液體制冷可將多主軸自動車床的核心部件即主軸鼓內(nèi)的熱穩(wěn)定性保持在高水平。
主要應用領(lǐng)域:
復雜高精度車削件的完整加工,包括各種雙面加工
通過對裝置和刀具的簡便改裝,經(jīng)濟地進行中小批量的制作
需經(jīng)多重加工工藝的工件,例如銑削加工、深孔鉆、橫孔鉆、多邊、螺紋和型材加工
借助功能和裝置的加裝方案,可在靈活的生產(chǎn)環(huán)境中進行生產(chǎn)
特征:
通過液體冷卻的電機主軸,每個主軸的轉(zhuǎn)速均可自由選擇,具有極高的動力和完整的主軸鼓行程
通過三段式端面齒,對主軸鼓進行高精度定位
適用于所有標準橫向加工位置的 CNC 十字刀架
以穩(wěn)定的、定位精度極高的縱向滑閥進行端面加工
適于使用連續(xù)刀具和同型刀具的轉(zhuǎn)塔功能,所有位置皆可使用
所有橫向和縱向位置皆可以用 Y 軸鉆孔和銑削
工作空間極其整潔、操作方便,看不到導向件、驅(qū)動裝置、電纜和軟管
裝置和刀具均為模塊化系統(tǒng)組合部件,所有單元都可在任何位置安裝
裝置的快速更換和裝配接口使改裝非常簡便
刀具的快速更換接口均為標準化設(shè)計
每臺工作站皆可實現(xiàn)最高 100 bar 的內(nèi)冷功能
使用 2 根附加主軸和帶多達 6 個固定式和動力刀具的工作站,對第二工件面進行加工
第一工件面加工的所有選項也可用于背面加工,例如使用 Y 軸銑削或車多邊形
通過 Sinumerik 840D 對多達 62 根軸進行控制
與操作和編程相匹配的控制系統(tǒng)界面能為使用者提供良好的支持
對轉(zhuǎn)塔功能、Y 軸和刀具驅(qū)動裝置可加裝



品")


網(wǎng)站")