|
|
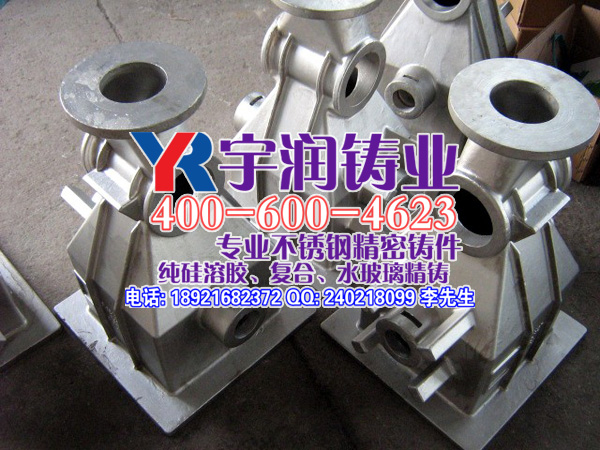
儀表閥鑄件,【宇潤鑄業(yè)】
|
|
|
|
|
產(chǎn)品價格:
|
面議/人民幣
|
|
最后更新:
|
2015-10-26 09:38:30
|
|
產(chǎn)品產(chǎn)地:
|
如皋
|
|
發(fā)貨地:
|
如皋 (發(fā)貨期:當天內(nèi)發(fā)貨)
|
|
供應數(shù)量:
|
不限
|
|
有效期:
|
長期有效
|
|
最少起訂:
|
1
|
|
瀏覽次數(shù):
|
12
|
 品")
|
|
|
|
公司基本資料信息
- 南通市宇潤鑄業(yè)有限公司
- 李斌鋒先生 經(jīng)理
- 會員[試用會員產(chǎn)品]
- 郵件sales@ntyurun.com
- 手機18921682372
- 電話

- 傳真

- 地址江蘇南通市江安鎮(zhèn)新建村2組
-
網(wǎng)站")
|
|