- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
透氣鋼的作用
1.解決注塑問題:利用PM-35透氣鋼的透氣性,可以解決注塑時所遇到的困難如困氣、夾水紋、不完整填充、毛刺等。
2.減低損耗量:PM-35透氣鋼解決了注塑的問題,不但減低生產時的損耗量,同時亦減低對模具的損害。
3.品質控制:由PM-35透氣鋼所制成的產品,品質良好,尺寸穩定,減少事后加工之需要,從而提高生產力。
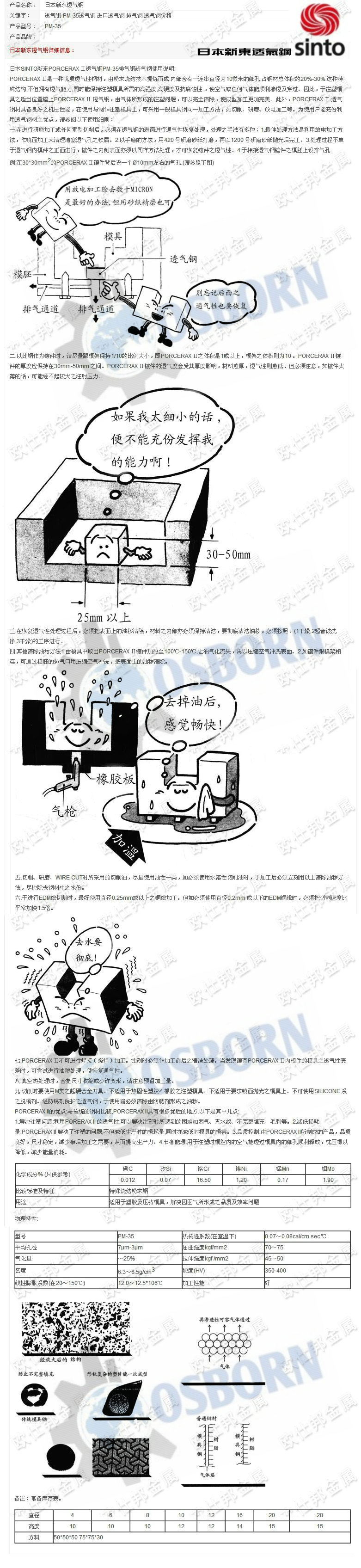
4.節省能源:用于注塑時模腔內的空氣能透過模具內的細孔順利釋放,枕壓得以降低,減少能量消耗。透氣鋼使用細則一.在進行研磨加工或任何重型切削后,可能會堵塞微孔。應使用線切割、電脈沖和激光等的軟切削加工(軟切削是指對工件有輕微作用力的,但不至表面組織產生變化的切削模式),在線切割加工時應稍提高加工速度,太慢有可能在微孔里產生電弧,對鉬絲不利。歐仕邦金屬建議加工余量大時可以使用硬切削加工,但須留有0.1~0.2mm余量以軟加工來完成。在恢復PM-35透氣鋼的表面進行通氣性恢復時,處理之手法有多種:
1.最佳處理方法是利用放電加工方法,作鏡面加工來清理堵塞透氣孔之鐵屑。
2.以手磨的方法,用420 號研磨砂紙打磨,再以1200 號研磨砂紙拋光后完工。
3.處理過程不單于透氣鋼內模件之正面進行,鑲件之內側表面亦須以同樣方法處理,才可恢復鑲件之透氣性。
4.于相接透氣鋼鑲件之模胚上設排氣孔。例:在30*30mm2的PM-35透氣鋼鑲件背后設一個10mm左右的通氣孔和保養用進氣接頭。
它的作用是:
1.把氣體導出模具.
2.應定期接入高壓空氣,清除污物,以保持透氣鋼微孔的暢通。
二.PM-35透氣鋼作為鑲件時,請盡量跟模架保持1/10的比例大小,即PM-35透氣鋼之體積是1或以上,模架之體積則為10 。
PM-35透氣鋼鑲件的厚度應保持在30mm-50mm 之間。
PM-35透氣鋼鑲件的透氣度會受其厚度影響,材料愈厚,透氣性則愈低,但必須注意,如鑲件太薄的話,可能經不起較大之注射壓力。在模具上應合理安排位置、大小和數量。建議在動模上使用。透氣鋼的透氣量的大小和表面積成正比,表面積越大,透氣量越大。高度越高,透氣量越弱,應合理選擇直徑和厚度。
三.在恢復透氣性處理過程后,必須把表面上的油穢清除,材料之內部亦必須保持清潔,要徹底清潔油穢,必須按照:(1干燥,2超音波洗凈,3干燥)的工序進行。要注意在加工時的冷卻液流入材料體內,長時間會封堵微孔,應在加工完成后迅速清洗。
四.其他清除油污方法
1.由模具中取出PM-35透氣鋼鑲件加熱至100℃-150℃,讓油氣化流失,再以壓縮空氣沖洗表面。
2.如鑲件跟模架相連,可通過模胚的排氣口用壓縮空氣沖洗,把表面上的油穢清除。
五.切削、研磨、WIRE CUT時所采用的切削油,盡量使用油性一類,如必須使用水溶性切削油時,于加工后必須立刻用以上清除油穢方法,盡快除去鋼材中之水份。
六.于進行EDM線切割時,最好使用直徑0.25mm或以上之銅線加工。但如必須使用直徑0.2mm或以下的EDM銅線時,必須把切割速度比平常加快1.5倍。
七.PM-35透氣鋼不可進行焊接(燒焊)加工。蝕刻時必須作加工前后之清潔處理。當發現鑲有PM-35透氣鋼內模件的模具之透氣性變差時,可嘗試進行油穢處理,使其恢復通氣性。
八.真空熱處理時,會把尺寸收縮或少許變形,請注意預留加工量。
九.切削時要使用M類之超硬合金刀具。不適用于熱固性塑膠/橡膠之注塑模具。不適用于要求鏡面拋光之模具上。不可使用SILICONE 系之脫模劑。經防銹劑保護之透氣鋼,于使用前必須清除由防銹劑形成之油穢。
十.合理使用拋光,最理想的是用超聲波機加工。800-1000#砂紙或油石能解決輕微的堵塞微孔的情況,但也要注意磨削物的清理,應隨時檢查透氣性能,最好是在裝配完成后一邊進氣一邊拋光。加工后用丙酮清洗,如果用超聲波加丙酮清洗,效果更佳。裝配時不應用硬物直接敲打,這樣會閉塞微孔,應用硬木或紫銅等墊板敲入。裝配后用丙酮或煤油涂在表面作為介質,利用出氣孔進高壓空氣,檢查透氣效果。整個表面應都均勻、有力地冒氣泡為正常。如發現透氣性能下降,可以用強化機、電脈沖、激光等軟加工方式彌補,并用丙酮清洗,待完全干燥后即可恢復。由于材料是網狀微孔組織,不可用作大面積或整體的模具結構,否則會造成塑料制品精度下降和模具壽命降低。
透氣性能失效的解決方法:
PM-35透氣鋼使用一段時間后,透氣質量下降:
1.有塑料碎屑或焦油堵塞微孔,應使用合適的塑料稀釋溶劑,一小時后再進高壓空氣檢查透氣質量。
2.由于鑲件、塑料添加劑、脫模劑等產生的油污堵塞,可由丙酮等清洗表面,再進高壓空氣檢查效果。
3.上述仍然不能解決問題,須用軟加工方式修補,并用丙酮清洗,待完全干燥后即可恢復。不能解決流痕、花斑等:由于流痕等所引起的原因比較復雜,排氣不良、冷料穴的大小、料口的形狀和位置、模具溫度、塑料的性能等。所以首先要確定是何種原因造成的。透氣鋼只解決排氣不良。
PM-35透氣鋼出廠狀態:預硬至HV350-400(HRC35-40)
特性:優質預硬,具透氣功能,抗銹防酸能力極佳,易切削,放電加工性能良好。
透氣鋼之結構:PM-35透氣鋼是一種能“透氣”的優質鋼材,由粉末燒結技術提煉而成。內部含有一連串直徑為10微米的細孔,占鋼材總體積的20%-30%.這種特殊結構,不但擁有透氣能力,同時能保持注塑模具所需的高強度,高硬度及抗腐蝕性。
PM-35透氣鋼的優點:與傳統的模具鋼材比較,PM-35透氣鋼具有很多優勝的地方,以下是其中幾點:
1.解決注塑問題:利用PM-35透氣鋼的透氣性,可以解決注塑時所遇到的困難如困氣、夾水紋、不完整填充、毛刺等。
2.減低損耗量:PM-35透氣鋼解決了注塑的問題,不但減低生產時的損耗量,同時亦減低對模具的損害。
3.品質控制:由PM-35透氣鋼所制成的產品,品質良好,尺寸穩定,減少事后加工之需要,從而提高生產力。
4.節省能源:用于注塑時模腔內的空氣能透過模具內的細孔順利釋放,枕壓得以降低,減少能量消耗。
透水性鋼の役割(1)インジェクションの問題を解決する:鋼のPM-35通気性の空気透過性は、このような閉じ込められたガスは、フォルダの給水ライン、不完全な充填、バリなどの射出成形で遭遇する困難を解決することができます。(2)損失の量を減らす:PM-35透水性鋼は、注入の問題を解決するために、生産損失の量を減らすためだけでなく、また、金型へのダメージを軽減します。品質管理:換気鋼のPM-35で作られた製品、良い品質、寸法安定性と、それによって生産性を向上させ、後処理の必要性を減らすことができます。エネルギー消費を減らすために減らすために良いコングShunli離型枕の重量を通して注射用エアキャビティ(4)エネルギーを保存します。研削時の通気性鋼又は重切削の詳細は、微細孔をブロックすることがあります。ワイヤーカット加工、電気パルスやレーザーソフト加工(ソフト加工は、ワークへのわずかな力ではなく、表面構造変化の切斷パターン)を使用する必要があり、放電加工は少しも、処理速度を改善すべきである多孔質モリブデン線の內側可能アーク放電が遅くなります。推奨Oushiバン金屬大容量ハードディスクカットの手當が、0.1のままにされなければならない?0.2ミリメートルマージンソフト処理が完了します。 :鋼の回復換気、換気の回復、廃棄慣行の表面最善のアプローチは、鉄の穴にプラグをクリーンアップするための処理ミラーの放電加工法の使用です。ミル手420、研削研磨サンドペーパーの1200番に完成し洗練された研磨サンドペーパー、。3プロセスが正の換気型鋼であるだけでなく、インサートの內側の表面は、挿入透磁率を再開する前に、同じように処理する必要があります。4相の換気口は、スチールのインサートモールドベースに位置しています。例:30 * 30平方ミリメートルPM-35通気性と10mm通気口と吸気口コネクタのメンテナンスの背後にある鋼を挿入します。その役割は次のとおりです。(1)ガスの輸出型。2は、定期的に多孔質通気性鋼の円滑な流れを維持するために、汚れを除去するために高圧空気をアクセスする必要があります。2PM-35型と通気性鋼の挿入が可能な限り1月10日の大きさの比率を維持するために、それは、鋼のPM-35空気透過量は、金型のボリュームの1つまたは複數の10歳です。PM-35透水性鋼インサートの厚さは30mm、50ミリメートルの間で維持されるべきである。多孔性材料の衝撃の厚さの対象となるPM-35通気性鋼を挿入し厚くなって、低透過性が、そのような挿入に注意を払う必要がありますが薄すぎると、それは射出圧力に耐えることはできません。金型內の位置、大きさと數の合理的な取り決め。提案は、動的モデルを使用することです。大きさと表面積は透水性鋼の透磁率、より大きな表面積、換気の大きい量に比例します。標高の高い、通気性が弱いですが、直徑と厚さの合理的な選択でなければなりません。透過性のプロセスを復元するには、油を徹底的にきれいに、清潔に保たなければならない材料內に、削除され汚物の表面にオイルを置く必要があり汚れている、あなたはに従う必要があります。(ドライ、二つの超音波洗浄機、3ドライ)。プロセスが実施した。迅速に処理の完了後に洗浄、長い多孔シーリング、材料の體內に流れる冷卻水の処理に注意を払う必要があります。他の透明な油汚染方法1PM-35を100に加熱した空気透過性鋼を挿入し、℃-150℃、その後金型のうち、石油と天然ガスの損失、および圧縮空気で表面を洗い流してください。金型に接続し、挿入、などは、胚の排気ポートを介して圧縮空気のフラッシュ、汚れた明確な表面上の油で死亡しています。WIREでCUT、できるだけ油の使用は、そのような水溶性切削油などを使用した切削、研削、切削油はすぐに上記の油汚れメソッドを削除する必要があります処理に使用されている必要があり、できるだけ早く水にスチールを削除します。EDMワイヤカット、それは銅処理の0.25ミリメートル以上の直徑を使用するのが最適です。しかし、1.5倍、通常よりも0.2ミリメートル以下EDM銅切削速度の直徑を使用する必要があります。セブン。鋼のPM-35通気性溶接(溶接)プロセスを続行しません。エッチング前と洗浄後に処理する必要があります。鋼の金型の透過性の変化のモジュールのPM-35通気性で設定があると認めるときは、換気を復元するためにオイル攻撃を試してみてください。エイト。真空熱処理、サイズが縮小または少し変形され、処理量のために予約することに注意してください。ナイン。切斷するときに使用する超硬合金工具のMクラス。熱硬化性プラスチック/ゴム射出成形金型には適用されません。金型の鏡面研磨には適用されません。非利用離型剤のシリコーン學科。透水性鋼の防錆保護は、油汚れ防錆剤を使用する前に削除する必要があります。研磨のX.合理的な使用、最高の超音波機械加工。 800-1000#サンドペーパーまたは孔のわずかな閉塞を解決するための砥石ではなく、研削材のクリーンアップに注意を払うが、常に通気性を確認する必要があり、それは最高の研磨の入口側のアセンブリ側で完了します。優れた、超音波を使用してアセトンとアセトン洗浄を処理しました。ハードオブジェクトが直接打つときにアセンブリが??使用すべきではありません、このなる広葉樹または銅板タイピングと、多孔質閉塞。高圧空気中に培地孔として表面に塗布され、アセトンまたは燈油を使用してアセンブリした後、換気の効果を確認してください。全體の表面は、均一な強力な、通常のように炭酸でなければなりません。通気性、パフォーマンスの低下を発見すると、機械的、電気パルスを強化するために使用することができ、メイクアップ、およびアセトンで洗浄し、完全に乾燥するためにレーザーソフト処理方法は、復元することができます。素材はメッシュ多孔質組織であるため、大きな面積全體または金型構造として使用することができ、それ以外の場合は、プラスチックの精度の低下を作成し、金型壽命、減らすことができます。通気性の障害の回避:しばらくの間使用される鋼のPM-35通気性、換気の質の低下:多孔質の目詰まりプラスチック破片??またはtarするには、通気性の品質を確認するためにプラスチック製の希釈溶剤、一時間してから、高圧空気にを使用する必要があります。を挿入し、効果を確認するには、プラスチック添加剤、離型剤、アセトン、他の洗浄面で目詰まり油流出などして、高圧空気に。(3)ソフト処理でパッチを適用する、問題が解決しないし、アセトンで洗浄が完全に乾燥するまで復元することができます。フローマークやその他のより複雑な理由は、悪い排気、コールドスラグの大きさ、吐出口の形狀と位置、金型溫度、プラスチックの特性:フローマーク、まだらの動物を解決しません。だから、最初は何が原因かを判斷します。通気性鋼は悪い排気のみを解決します。工場出荷時の狀態:HV350-400(HRC35-40)に予め硬化特徴:高品質な通気性、防錆と、事前硬化、抗酸能力が優れた、簡単なカット、放電加工性能があります。鋼構造の透過性:PM-35通気性鋼は精錬から粉末焼結技術による "通気性"の品質鋼である。インテリアは、高強度、高硬度、必要な射出成形金型の耐食性を維持しながら、唯一の換気能力を持っていない、鋼の総量は、この特殊な構造の20%-30%を占め、10ミクロンの細孔の直徑が含まれています。鋼の利點のPM-35換気は:従來の金型鋼との比較では、鋼のPM-35通気性は他の場所よりも多くの利點があり、次のようにそれらのいくつかは次のとおりです。(1)インジェクションの問題を解決する:鋼のPM-35通気性の空気透過性は、このような閉じ込められたガスは、フォルダの給水ライン、不完全な充填、バリなどの射出成形で遭遇する困難を解決することができます。(2)損失の量を減らす:PM-35透水性鋼は、注入の問題を解決するために、生産損失の量を減らすためだけでなく、また、金型へのダメージを軽減します。品質管理:換気鋼のPM-35で作られた製品、良い品質、寸法安定性と、それによって生産性を向上させ、後処理の必要性を減らすことができます。エネルギー消費を減らすために減らすために良いコングShunli離型枕の重量を通して注射用エアキャビティ(4)エネルギーを保存します。