- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
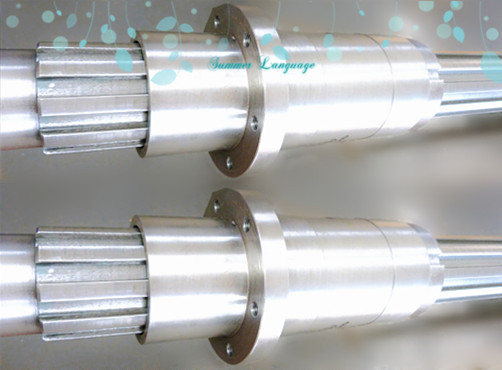
花鍵軸隨著齒輪制造精度的不斷提高,原有的花鍵軸定位方式已不能滿足不斷提高的精度要求,在國外已普遍采用了內徑定心花鍵,并且制定了國家標準。內徑定心花鍵軸的優點之一是,花鍵孔的定心基準加工工藝性好,容易達到較高的精度,也易于保障,定心精度高。對于花鍵孔齒輪,可以獲得穩定可靠的加工基準,從而保證了齒輪精度加工過程中精度的穩定性。我廠自MAZAK產品上線以來,在S1—253等新產品中推廣了內徑定心花鍵結構,得到了明顯的效果。











生產實踐證明:齒輪花鍵孔采用內徑定心是提高花鍵孔齒輪制造精度的有效措施之一,也是最可靠的保證之一。我廠生產的齒輪大部分是要經過淬火處理的,外徑定心的齒輪在通過熱處理,產生的變形,僅靠花鍵推力的校正,很難達到較高的技術要求,內徑定心的齒輪雖然也面對這樣的問題,但是其內徑的變形可以用孔的精加工,比如內圓磨床來精確修正,精度能得到有效的保證。由于淬火變形和磨孔工藝中產生的誤差,使花鍵孔鍵槽變窄,鍵槽不等分,給齒輪裝配工作造成很大困難,齒輪做到互換性也很困難。隨著內徑定心花鍵的廣泛采用,會使裝配的工作量大大減少,以往采用外徑定心時,在齒輪裝配時,需要花費大量工時去修整花鍵孔或花鍵軸,同時還會破壞花鍵孔與花鍵軸的配合精度,影響齒輪的裝配質量和整機質量。為盡量減少內徑定心花鍵孔加工過程中產生的誤差和變形,減輕裝配工序的工作量,保證裝配的質量和齒輪加工質量,我們試驗研究了內徑定心花鍵孔鍵側校正工藝。經實踐證明,內徑定心花鍵孔鍵側校正工藝,基本保證了花鍵孔的精度,取得了較好的效果花鍵聯結主要有漸開線,三角形,矩形聯結。花鍵量規是檢驗花鍵軸與花鍵套用的測量工具,通常有以下幾種。 1,檢驗花鍵軸綜合誤差的花鍵套規。 2,檢驗花鍵軸套綜合誤差的花健綜合塞規 3,檢驗花鍵齒厚(或槽寬)極限尺寸的通,止端賽規。漸開線花鍵塞規一般是利用滾擠的成形耖輪,在平面磨床或花鍵磨床)磨制齒形。其精度取決于成形砂輪,光學分度頭。















