- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
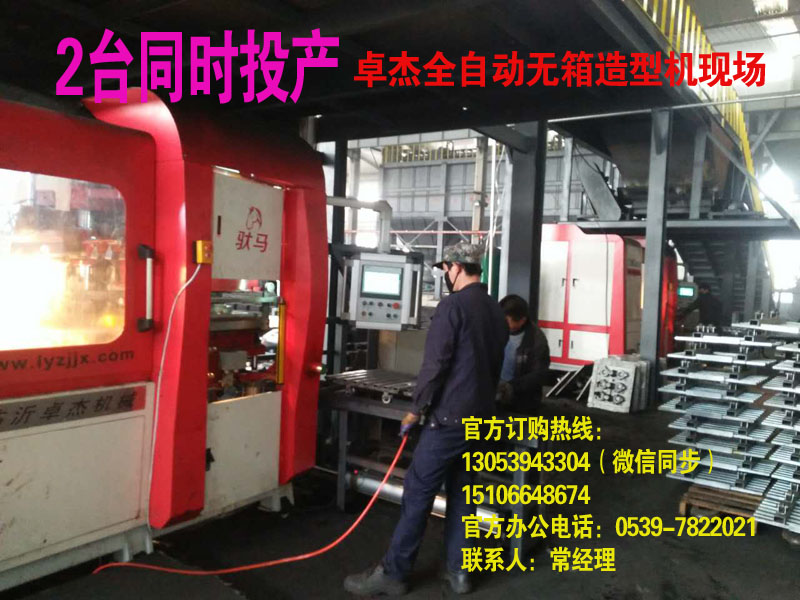
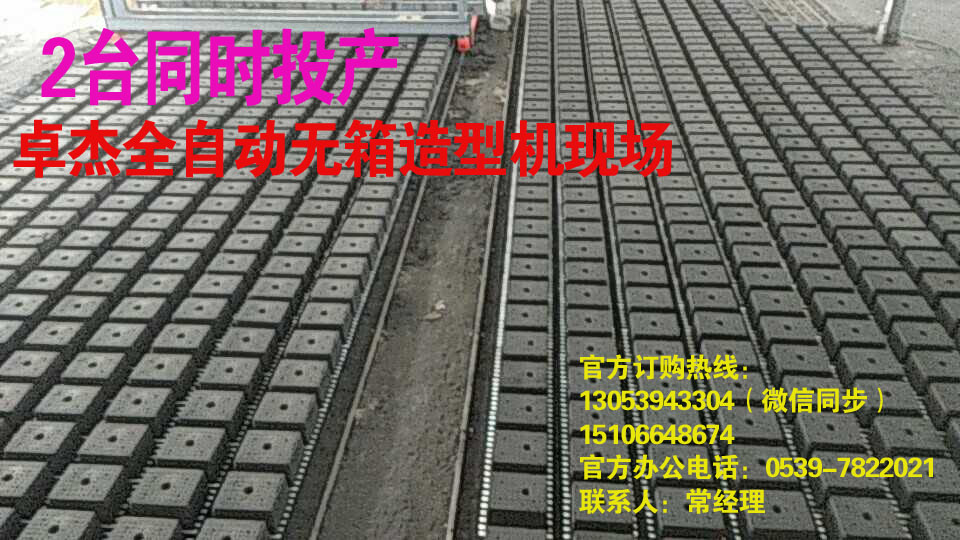
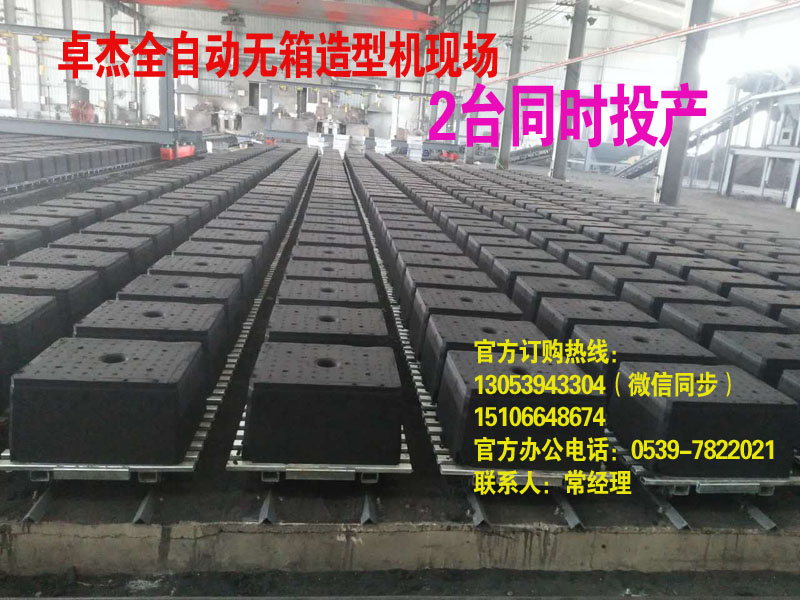
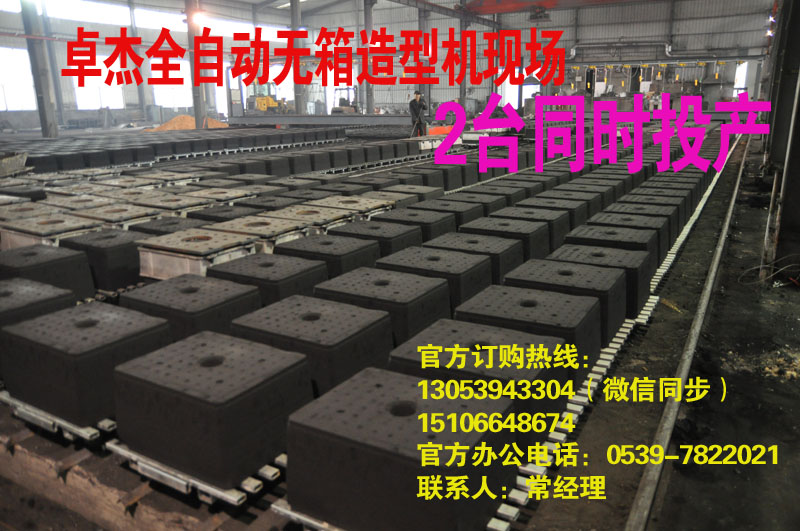
側面射砂全自動造型機機器性能詳細說明如下常靜
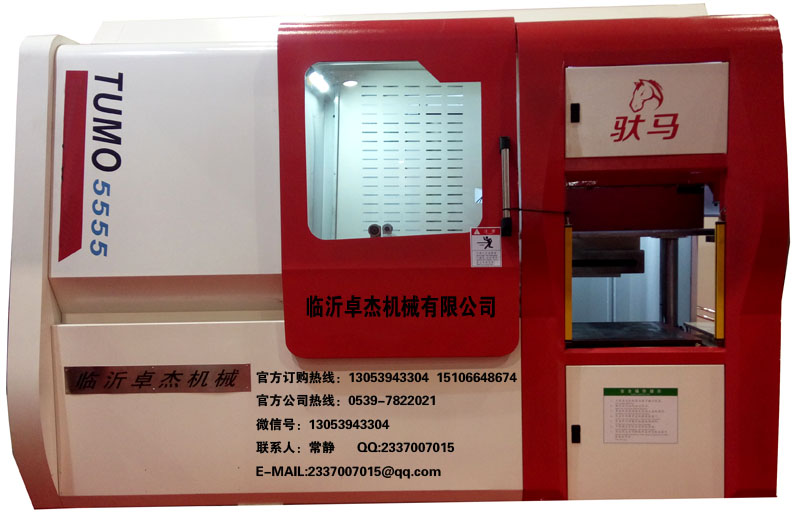
臨沂卓杰機械有限公司
----側面射砂450*550機器簡介
(一)概述
卓杰550*450水平分型無箱式全自動造型線,適用于粘土砂濕型造型,采用氣流懸浮射砂的方式進行填充,采用氣液增壓或伺服電機液壓進行壓實砂型,上下箱同時造型,并且能利個別已有的模板,通用性高
(二)卓杰550*450水平分型無箱式全自動造型機
(1)水平分型,水平澆鑄。
上下型同時射砂造型,氣液增壓,或私服液壓,水平起模。
(2)砂型規格;550*450,高度300—240mm,
砂型的分型面尺寸為550*450,上行高度為 120——150mm,下行高度為120——150mm,
(3)下芯工位;1個,
(4)造型速度;
系統循環周期為30——35秒,(不包含下芯時間),每小時95--100型,
(5)壓實壓力;
系統采用氣液壓實方式,其最大壓力為100kg/cm2,砂型的比壓可在4——11 kg/cm2,范圍內可調整,以適合不同的工藝需要,砂型分型硬度;80—85—95.
(6)砂型高度;
為適應不同工藝要求,砂型厚度可在300—240mm,調整, 以確保最經濟用砂量。
(7)清掃和脫模劑;
造型機設有自動清掃模具和噴脫模劑的裝置,并可以噴射頻率,即單模噴或者多模噴,
(8)脫模震動裝置;
造型機設有震動輔助脫模裝置,以確保在起模時的砂型質量。
(9)合模精度;
起模是運作平穩,快捷,準確,合模精度0.2——0.3mm。
(10)模板更換;
模板更換簡單,模板與安裝板由4個固定孔或穩柱固定,拆卸方便,
(11)造型模具;
卓杰造型機的模具為雙面模板,一般采用鋁材,安裝板為機械加工鋼材,能保持模具的精度和穩定。
(12)澆口杯位置和透氣針;
澆口杯安裝在造型機上壓實板上,澆口杯和透氣針具有伸縮功能,65——120個位置可以任意更換,
(13)砂型壓實;
造型機在壓實過程中,上、下箱有氣液增壓缸進行壓實,壓實均勻下表為在不同比壓下,表面硬度值(參考值);
壓實比壓、5kg/cm2,6kg/cm2.7kg/cm2.8kg/cm2.9kg/cm2.
砂型表面硬度;76+2.80+2.83+2 86+2.90+2.
壓實完成后,壓實板及澆口杯,自動回位脫模。
(14)脫箱;
合箱后的上下砂箱,下砂箱上推合箱,上砂箱回退,砂型與砂箱分離,
(15)下芯操作;
卓杰550*450造型機,有一個上砂箱和一個下砂箱組成,具有三種操作模式,(自動模式、下芯模式、手動模式,)
下芯模式造型后,需要操作員手動下芯,完成下芯作業后,只需按下下芯按鈕,造型機便可自動合箱推出砂型,隨后進入下一個 造型動作。
(16)射砂系統;
射砂系統采用日本(SMC)大口徑專用射砂閥,采用高低壓、多通道,懸浮上下同時射砂,射砂均勻,組合成射砂系統,通過壓力傳輸器和射砂壓力表,可以調整射砂壓力和壓實壓力,適用于不同的產品,保證產品最佳質量,
(17)故障指示;
德國西門子觸摸屏界面上有故障顯示信息,可以明確告知操作者故障原因,進行故障排除。
(18)空氣消耗;
機器每循環消耗;2——3M3/min
(19)砂型量及砂型性能要求;
1、每小時供砂量為;9——10噸,
2、砂性能要求;70--140目,含水量3.1%-4.0%濕壓強度90-200kpa
(20)水消耗;
壓力;1.5kg-2kg/cm2,消耗量;90L/min(可循環使用30度以下冷卻水)。
(21)電氣控制;
電氣控制系統選用(德國)西門子 PLC控制,采取人機界面進行實時信息交換,
(22)氣動系統;
氣缸、氣閥、調壓閥、射砂閥、氣管、氣頭、傳感器、干燥機、消音器、屏蔽電線、電磁閥等全部選用日本SMC世界知名品牌。
(23)電力要求;
卓杰550*450造型機,電力只需要100瓦,(以最終設計為準)。
市場營銷部經理:常靜
聯系電話:13053943304微信同步 15106648674
辦公電話:0539-7822021