- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

聯系:15511762963 (微信同步)
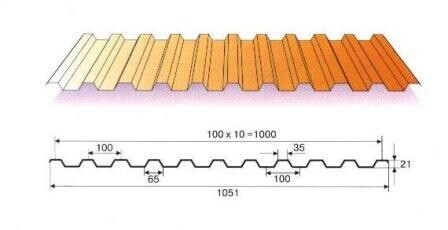
一、加寬壓瓦機設備1051型參數介紹
1、設備安裝外形尺寸:7000mm×1500mm×1200mm
2、設備重量:3噸
3、進料板厚:0.25-0.8mm 進料板寬:1250mm
4、成型道次:12排
5、電控系統:全機采用工業電腦PLC控制
6、電箱品牌:臺達
7、主機功率:3kw
8、工作速度:8000mm/min
9、液壓站功率:3kw 液壓站壓力:10-12mpa
10、壓瓦機輥軋材質:45#鋼表面鍍硬鉻
11、滾輪軸徑:70mm
12、大架用料:H鋼
13、整機組成:上料支架、剪切系統、成型主機、油泵、PLC電控箱
二、全自動壓瓦機的焊接
壓瓦機組裝在焊接應力作用下,如果焊件的拘束度較小,則焊件會產生相應的尺寸變化或縮短或彎曲或翹曲等。如果焊件
拘束度很大,焊件不能自由變形,復合板流水線但在焊接應力作用下會產生局部的應變,同時產生較大的殘余應力。焊縫
殘余應力的峰值可以達到材料的屈服強度值。
因此焊接內應力們的大小與鋼材的熱膨脹系數以及接頭拘束度有關。結構鋼材的膨脹系數變化很小,而拘束度則與結構節
形式、壓瓦機械施焊順序、板厚、外加夾具的緊固程度等種種因素
壓瓦機組裝在焊接應力作用下,如果焊件的拘束度較小,如板厚較薄或處于自由無拘束狀態下,則焊件會產生相應的尺寸
化或縮短或彎曲或翹曲等。如果焊件的拘束度很大,如板厚較大、形狀復雜或因人為施加的夾具而處于較強的拘束狀態下
此時焊件不能自由變形,但在焊接應力作用下會產生局部的應變,同時產生較大的殘余應力。焊縫區殘余應力的峰值可以
到材料的屈服強度值。





